Success Stories
Horsburgh & Scott Reverse Engineers, Repairs And Installs Failed Mill Gearbox In One Week For Metal And Plastic Fabricator Customer.
Horsburgh & Scott used their gearing expertise to complete a repair on a mill gearbox for a metals and plastics fabricator in only one week! The failed gearbox was removed from the customer’s facility by another party and then shipped to H&S for diagnosis and repair.
H&S was able to diagnose the damage through reverse engineering and design a detailed solution to best repair the gearbox. They procured, manufactured and assembled all parts and the H&S field service team was there to supervise the installation at the customer site.
The customer is very happy and went out of their way to thank the Horsburgh & Scott team for their quality of work and exceptional turnaround time, their thankful words: “I want to thank all of you for your outstanding efforts in the turnaround repair of the mill gearbox. The team work was exceptional and the target dates were met without issue. A very unfortunate incident became a terrific project and example of cooperation and fortitude.”


Horsburgh & Scott Manufactures 10,000 Horsepower Mixer Drive With Innovative New Design For Large Tire And Rubber Customer
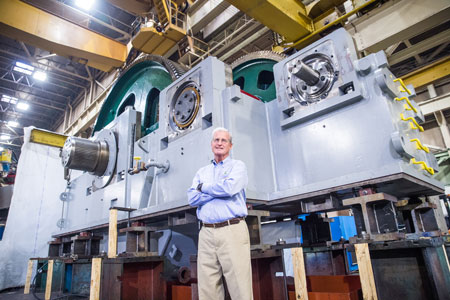
 Horsburgh & Scott has completed and shipped a reducer drive for a mixer at a large Tire and Rubber OEM. The new and improved unit replaced one with ongoing operational issues. The customer was looking for a partner to help them with their unique gearbox needs and H&S not only won the order but helped this OEM develop a new standard for gearing that is now being incorporated into all of their North American facilities.
Horsburgh & Scott has completed and shipped a reducer drive for a mixer at a large Tire and Rubber OEM. The new and improved unit replaced one with ongoing operational issues. The customer was looking for a partner to help them with their unique gearbox needs and H&S not only won the order but helped this OEM develop a new standard for gearing that is now being incorporated into all of their North American facilities.
Horsburgh & Scott was able to modify and strengthen the entire mixer drive unit, providing longevity and performance under extreme and demanding operating conditions. This innovative tire and rubber mixer drive is one of the largest ever manufactured and includes many advanced characteristics that make the design unique, high quality, efficient, and customized to the gearing needs of the customer.
The gearbox housing is designed with Finite Element Analysis software to minimize stresses and deflections under load with high strength alloy steel studs and Superbolt torque nuts, heavy bearing block construction and gusseting, and precision machining for accurate gear mesh alignment.
A high quality lubrication system was installed including a quiet and high volume screw pump, duplex filter with fine mesh filtration and differential pressure indicator, spray bars with spray nozzles at all gear meshes, and socket welded steel piping.
Dual grease purged fluoroelastomer seals were included for long life and contamination exclusion. And bearing RTDs and lubricant flow meters, system temperature and pressure sensors all with 4-20 mA signaling for predictive maintenance, wired with protective conduit to a NEMA rated electrical enclosure for ease of field installation.
Horsburgh & Scott Engineers Provide Innovative Repair to Severely Damaged BOF Gear Drive Saving the Large Steel Manufacturer Hundreds of Thousands
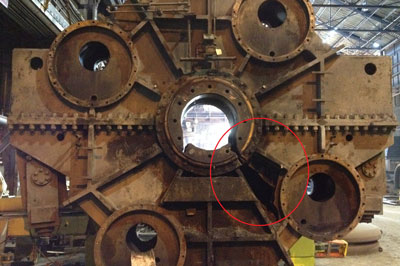
Horsburgh & Scott recently completed an innovative repair of a large Pennsylvania steel company BOF gearbox initially thought to need a complete replacement. The steel mill had gearbox failure on a large BOF drive that became frozen due to rust, corrosion, heat and 25 years of heavy use. Production at the mill was shut down four days while staff worked on the drive to remove the unit from the shaft. Finally, in the middle of the night, they took a burning torch to the side of the drive and cut into the housing to remove the shaft from the gearbox.
These BOF gear drives used in steel mills have one of the most severe duties that gearing is made for. The housing sits on a 30 inch diameter shaft suspended 100 feet in the air on the side of a large vessel. This vessel holds a half million pounds of molten steel and the drive tips the vessel to safely pour liquid metal, which requires the drive to be incredibly strong and heat tolerant. Most BOF steel drives were made in the 60’s, 70’s and early 80’s and with a 25-year life cycle; many of those are now starting to fail and need repairs.

Horsburgh & Scott Builds its Largest Gearbox in 135 Years of Business for a Large Steel Mill Customer
 Horsburgh & Scott completed building the largest replacement gearbox they have ever manufactured. The unit is a gigantic R2 Steel Rolling Mill Gearbox manufactured by Horsburgh & Scott to replace a 30 year old unit for a large steel company in Ohio. The R2 gearbox is the first in a series of gearboxes that roll steel sheets into a desired thickness, thinner and thinner through each gearbox, and after the finishing process, producing steel as thin as 1/8 of an inch.
Horsburgh & Scott completed building the largest replacement gearbox they have ever manufactured. The unit is a gigantic R2 Steel Rolling Mill Gearbox manufactured by Horsburgh & Scott to replace a 30 year old unit for a large steel company in Ohio. The R2 gearbox is the first in a series of gearboxes that roll steel sheets into a desired thickness, thinner and thinner through each gearbox, and after the finishing process, producing steel as thin as 1/8 of an inch.
The original version of this unit was created in the 70’s in the Pittsburgh area and had exceeded its life span of around 30 years. As steel materials have become stronger through the years for industries such as automotive production, the size of the steel mill rolling gearboxes have increased to accommodate the necessary high-pressure and torque needed for manufacturing.
Horsburgh & Scott Awarded $1.95m Order from Large Sugar Mill for Upgrade of Main Mill and High Speed Gearbox
The customer needed a drop-in replacement with a 2.0 service factor upgrade for seven of their large DRB mill drives. The competition was not able to provide the required power in the same design space and within time constraints. With their in-house capability, Horsburgh & Scott engineered and developed the upgraded gearboxes using an induction hardened, low-speed gear and included two-part housing for easier assembly, service and inspection.
The customer now enjoys improved mill productivity and reliability, while enabling easier and more thorough inspection capability.
Horsburgh & Scott Gets Large Technology Steel Processing Plant Back in Operation After Critical Gearbox Failure
Horsburgh & Scott received a production line down, emergency call from a large technology steel processing plant. Horsburgh & Scott inspected and identified a catastrophic failure of a broken shaft in a critical gearbox drive in their metal processing plant.
Horsburgh & Scott engineered a unique, cost saving solution by saw cutting the shaft near the gear. They machined out the gear bore, supplied a new shaft, key fit into the existing gear, and then attached a new bearing, seal and the original coupling. This critical rush job took only 19 days from initial call for support to analysis, engineering, development and repair. Horsburgh & Scott is now able to support other plants within the same company across the USA.
Horsburgh & Scott received an email from the customer after the repair was complete. “I want to thank you and your team. Even though this could have been a real show stopper, you and your team stayed on top of it. You executed the plan in a detailed and precise manner. Please forward my thanks to all of your team and others involved.”
Horsburgh & Scott Awarded $1.2m Order from a Western Mining Leader for SAG Mill Replacement Gear
The mining company needed someone they could trust with manufacturing a precision, 40 ft. diameter gear for a large CAPEX project. They had planned and called an incumbent parts supplier. Even though the gear was for a competitor’s gearbox drive, they requested a quote from Horsburgh & Scott, a brand they could trust with such a large job. The process of analyzing, engineering and quoting required multiple visits to the mining site.
Horsburgh & Scott reverse engineered and manufactured a like-and-kind, drop-in 40 ft. steel fabrication, a recommended design improvement from the original incumbent casting design. The customer now enjoys improved confidence with a stronger, more reliable SAG mill replacement gear. The customer has indicated that Horsburgh & Scott is now their direct supplier of choice for open gearing and gearbox drives.
Horsburgh & Scott Repaired Planetary Drive Failure at Large Power Utility Company
Horsburgh & Scott identified an input worm gear pinion and worm gear that were out of alignment during operation. Horsburgh & Scott’s Field Service Team performed a tear down of the input pinion to identify the root cause of failure. They determined the root cause was the bearing orientation allowing for shaft movement. They installed new bearings in the original arrangement to provide proper bearing alignment, eliminating radial and axial movement. Horsburgh & Scott also provided cross training, and consideration of a spare unit is under review for future repair.
Horsburgh & Scott Wins BOF Order from the Largest Integrated Steel Plant in Mexico
Steel plant staff were searching for a proven supplier to repair, engineer and manufacture components for a spare BOF unit for a critical CAPEX project. After the customer researched gearing companies including touring Horsburgh & Scott’s repair and manufacturing facilities in Cleveland, they awarded H&S the order. The customer felt Horsburgh & Scott had a distinct advantage with large / heavy gear and gearbox experience, in-house heat treat carburizing, proven product quality, and all around complex project capability.
Horsburgh & Scott Receives Frac Pump Gearing Order from Large Oil & Gas Drilling Company and Signed Long Term Agreement
This leading frac pump manufacturer was experiencing a strong peak in demand, straining the existing supplier’s lead time, forecast accuracy, quality and inventory management. Horsburgh & Scott rapidly produced and qualified product samples using customer dimensional drawings and improved design recommendations. Horsburgh & Scott developed and is achieving goals of a comprehensive supply chain including: improved lead time, on-time-delivery and Vendor Managed Inventory (VMI). Horsburgh & Scott is now their primary supplier.
Horsburgh & Scott Manufactured New Bull Gear to Repair Large Gearbox for Steel Fastener Division
After analysis and tear down, Horsburgh & Scott identified a large bull gear with custom pinion that had excessive wear in one location of gear mesh. Shock load requirement in conjunction with gear accessory called for frequent maintenance and downtime. Horsburgh & Scott manufactured a new bull gear with the ability to rotate the outer gear ring without having to remove the assembly off of the shaft. Horsburgh & Scott plans to incorporate the improved design in more than 20 machines in the plant.